5% off First Purchase




Related products
-
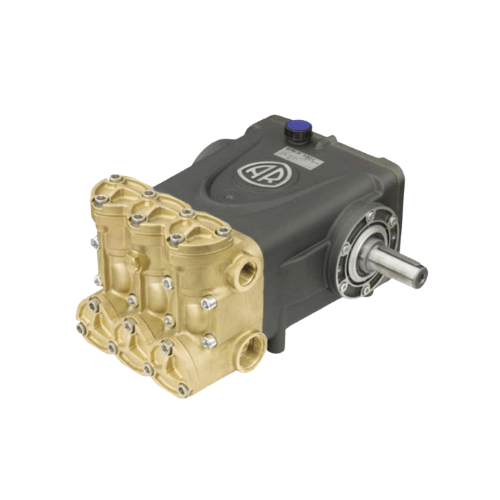
RTD Series: Flow Rate: Up to 53 GPM Pressure: 8700 PSI
RTD80-300 | 21 GPM 4350 PSI Pump 1000 RPM Nickel Head 35mm
Original price was: $4,467.48.$3,989.00Current price is: $3,989.00. -
RTD Series: Flow Rate: Up to 53 GPM Pressure: 8700 PSI
RTD100-200SX | 26.4 GPM 2900 PSI Pump 1000 RPM 35mm Left-Hand
Original price was: $4,467.48.$3,989.00Current price is: $3,989.00. -
RTD Series: Flow Rate: Up to 53 GPM Pressure: 8700 PSI
RTD100-200 | 26.4 GPM 2900 PSI Pump 1000 RPM 35mm Industrial
Original price was: $4,467.48.$3,989.00Current price is: $3,989.00. -
RTD Series: Flow Rate: Up to 53 GPM Pressure: 8700 PSI
RTD160-130 | 42.3 GPM 1900 PSI Pump 1000 RPM 35mm Industrial
Original price was: $4,467.48.$3,989.00Current price is: $3,989.00.




Reviews
There are no reviews yet.