RTF135N Sanitary Standards in Food Manufacturing
In the food manufacturing industry, sanitation is not just a best practice—it is a regulatory necessity and a critical component of operational success. Facilities must meet strict hygiene standards to comply with federal, state, and local health regulations while also protecting consumers from contamination risks. From processing lines and conveyors to floors and storage areas, every surface must be thoroughly cleaned on a daily basis. High-volume, high-pressure washdown systems play a vital role in achieving these standards efficiently and consistently.
One of the most effective ways to maintain a sanitary production environment is through the use of pressurized water cleaning systems. These systems remove food debris, grease, bacteria-harboring residues, and other contaminants that naturally accumulate during production cycles. However, not all pumps are built to handle the demanding conditions of food manufacturing. Equipment must deliver consistent performance, withstand frequent washdowns, and provide enough flow and pressure to clean large areas quickly without disrupting workflow.
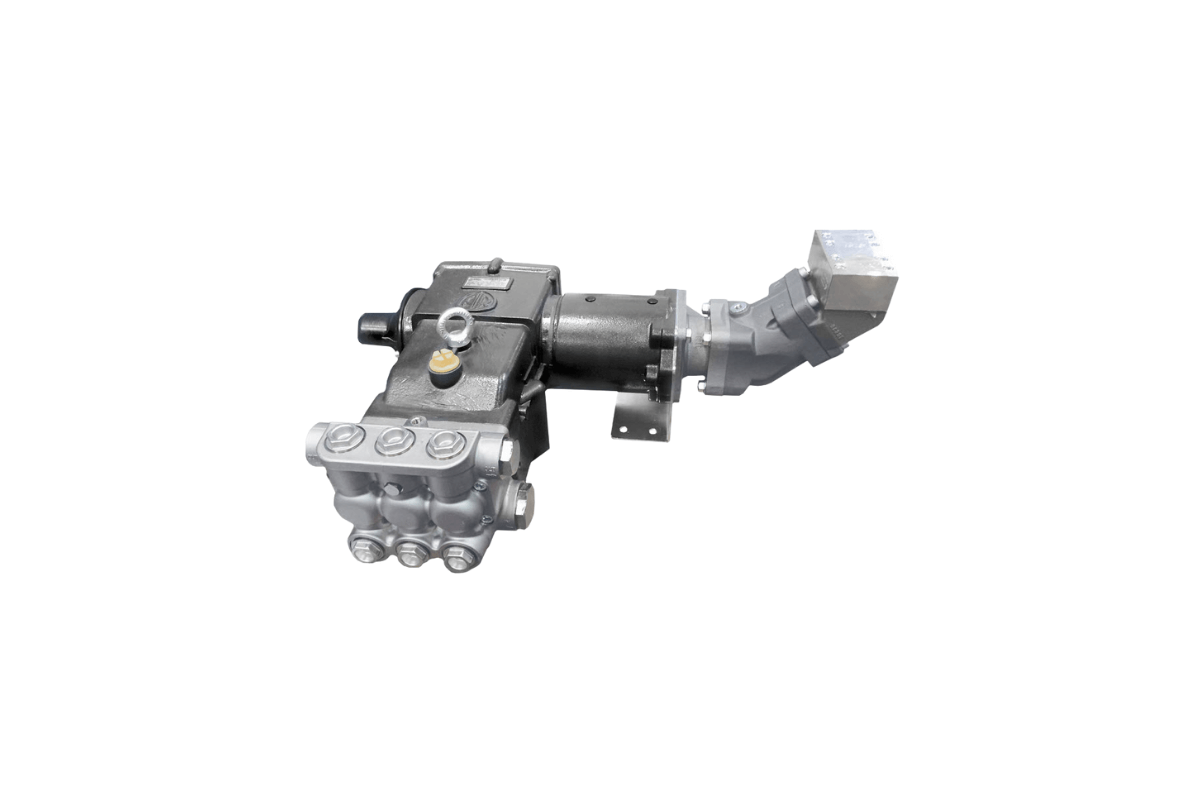
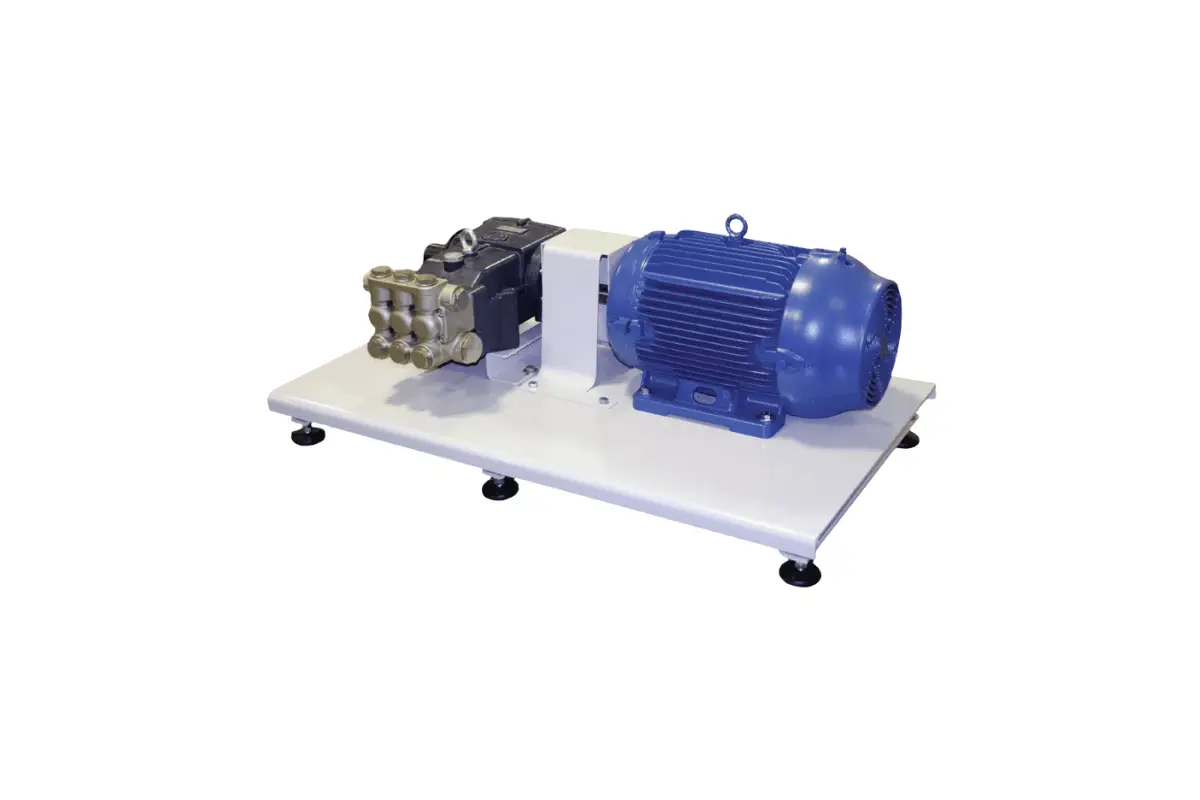
That’s where the Annovi Reverberi RTF135N stands out. Recommended by WSHPWR.com, this hydraulic motor-driven pump delivers an impressive 36 gallons per minute (GPM) at 1500 PSI. This combination of high flow and steady pressure makes it an ideal solution for food processing plants that require reliable, high-capacity washdown performance across multiple cleaning stations.
The 36 GPM flow rate is particularly valuable in large-scale facilities. High flow means more water volume moving through the system, allowing operators to rinse and flush away debris quickly. In busy production environments where downtime must be minimized, this efficiency is critical. Large floor areas, equipment frames, tanks, and processing lines can be cleaned in less time compared to lower-flow systems. When multiple operators are cleaning simultaneously, the RTF135N’s output supports consistent performance without pressure drops that can slow operations.
In addition to flow rate, pressure plays a key role in sanitation effectiveness. Operating at 1500 PSI, the RTF135N provides the force needed to break down stubborn residues such as baked-on food particles, grease buildup, and protein films. These contaminants can be difficult to remove with low-pressure systems, often requiring additional manual scrubbing or chemical use. By delivering sufficient cleaning power, this pump reduces labor intensity and helps ensure that surfaces are thoroughly sanitized before the next production run.
Another major advantage of a hydraulic motor-driven pump like the RTF135N is its durability and adaptability in industrial environments. Hydraulic systems are often preferred in food manufacturing facilities because they integrate well with existing hydraulic power units and can be installed in centralized washdown systems. This allows plant managers to design efficient cleaning setups that serve multiple workstations from a single, dependable pump source.
Maintaining compliance with food safety standards such as Hazard Analysis and Critical Control Points (HACCP) protocols requires consistent and documented cleaning procedures. A high-performance pump contributes directly to compliance by enabling thorough and repeatable sanitation processes. When equipment and surfaces are properly cleaned, the risk of cross-contamination is significantly reduced. This is especially important in facilities handling allergens, raw proteins, or ready-to-eat products, where contamination risks can have serious health and financial consequences.
Beyond compliance, investing in robust cleaning equipment supports overall operational efficiency. Faster cleaning cycles mean shorter downtime between shifts or product changeovers. Reduced labor and chemical use can lower operational costs over time. Additionally, consistent high-pressure cleaning helps extend the lifespan of equipment by preventing corrosive buildup and residue accumulation that can damage surfaces.
For food manufacturers seeking a reliable, high-output solution for daily sanitation demands, the Annovi Reverberi RTF135N offers a powerful combination of flow, pressure, and industrial durability. Its 36 GPM capacity enables rapid washdowns across expansive areas, while its 1500 PSI performance ensures effective removal of stubborn contaminants. Backed by the expertise and support of WSHPWR.com, this pump is well-suited for facilities that prioritize safety, efficiency, and regulatory compliance.
In an industry where cleanliness directly impacts product quality and consumer trust, having the right washdown equipment is not optional—it is essential. By incorporating a high-capacity hydraulic pump like the RTF135N into their sanitation systems, food manufacturers can maintain rigorous hygiene standards, protect their brand reputation, and create a safer production environment for both employees and consumers.